-
+86-13450860913
-
№20 по 5-й дороге, промышленная зона Наньлан, Синтань, Шунде, Фошань, провинция Гуандун, Китай.
+86-13450860913

+86-13450860913
№20 по 5-й дороге, промышленная зона Наньлан, Синтань, Шунде, Фошань, провинция Гуандун, Китай.
+86-13450860913

Всё ещё встречаю заблуждение, будто 150 микрон для HDPE — это просто цифра в спецификации. На деле же это граница, где начинаются реальные проблемы с адгезией и стабильностью геометрии, особенно если речь о рулонных материалах для упаковки промышленных грузов.
Когда мы в 2018 году запускали линию для OEM150 микрон HDPE пленка, то столкнулись с классической дилеммой: снизить толщину — получить экономию на сырье, но потерять в прочности на разрыв. Помню, как технолог настаивал на 170 микронах, но заказчик требовал строго 150 — видимо, исходя из весовых ограничений при транспортировке.
Ключевой момент — однородность расплава. При 150 микронах даже незначительные колебания температуры экструдера (буквально 2-3°C) приводят к полосности и ?глазкам?. Однажды пришлось забраковать целую партию для клиента из Белгорода — визуально плёнка казалась нормальной, но при нагрузке в 40 кг на квадратный метр появлялись микротрещины вдоль линии экструзии.
Сейчас используем полиэтилен марки 27306Е — у него лучше индекс расплава (0.35 г/10 мин), но приходится жертвовать гибкостью. Для мешков с клапаном, например, это критично: при -25°C углы начинают ?крошиться?. Возможно, стоит пробовать 27306Е с добавкой LDPE, но пока не тестировали — дорого выходит.
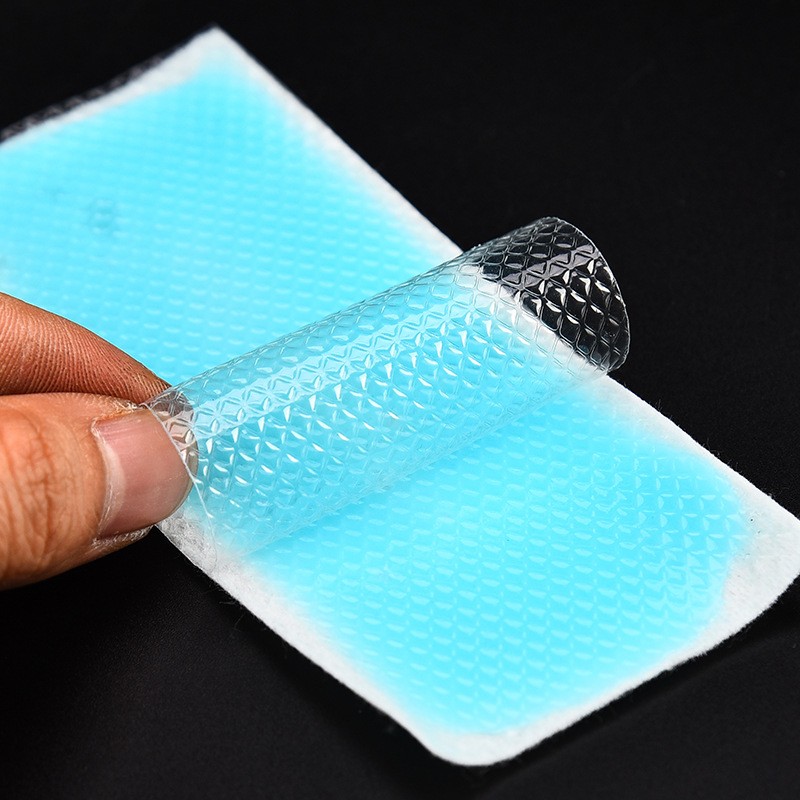
Наша компания Промышленное ООО клеевых изделий Яшилэ Фошань-Шунде как раз специализируется на совместимости материалов. С HDPE в 150 микрон часто возникает конфликт: стандартные акриловые клеи плохо ?ложатся? из-за низкой поверхностной энергии. Приходится либо использовать праймеры (что удорожает процесс), либо переходить на полиуретановые составы.
В 2020 году был курьёзный случай: заказчик жаловался на отслоение этикеток при перепадах влажности. Оказалось, проблема не в плёнке, а в том, что клей наносился при относительной влажности ниже 40% — молекулы воды не успевали образовать переходный слой. После коррекции параметров в цехе брак упал с 12% до 0.8%.
Сейчас на https://www.yeslafilm.ru мы выкладываем технические памятки по этому поводу — многие до сих пор пытаются экономить на активации поверхности, а потом удивляются, почему ламинация отслаивается.
Современные экструдеры с автоматической выгрузкой тьеры — это, конечно, прогресс, но при работе с OEM150 микрон HDPE пленка они иногда ?перестраховываются?. Датчики толщины постоянно корректируют зазор, из-за чего на стыках рулонов появляются утолщения до 160-165 микрон. Для пищевой упаковки это некритично, но в электронике уже брак — прокладки кабельных жгутов требуют точности ±3 микрона.
Особенно проблемно это проявляется при использовании вторичного сырья. Мы как-то пробовали добавлять 15% регранулята — экономия 7% по себестоимости, но стабильность толщины упала вдвое. Пришлось вернуться к первичке, хотя некоторые конкуренты работают и с 30% вторсырья — но у них и допуски по толщине ±10 микрон.
Интересно, что китайские линии пока проигрывают в этом аспекте — их системы BOPP-натяжения не всегда успевают за резкой сменой линейной скорости. Немецкое оборудование стабильнее, но его обслуживание обходится в 2.5 раза дороже.
В 2021 году мы поставили партию OEM150 микрон HDPE пленка для теплиц в Краснодарский край. Через три месяца клиент прислал фото с трещинами в местах креплений — оказалось, УФ-стабилизатор (цибавет) был внесён неравномерно из-за слишком быстрого охлаждения на каландре. Пришлось компенсировать убытки и менять технологию охлаждения — теперь используем трёхзонные вакуумные ванны.
Другой пример: при ламинации с алюминиевой фольгой для изоляции возникали пузыри. Долго не могли понять причину, пока не проверили остаточную влажность — 0.15% против требуемых 0.05%. Сушка при 85°C в течение 4 часов решила проблему, но пришлось пересчитать себестоимость — выросла на 6%.
Сейчас мы в ООО Яшилэ промышленности клеевых изделий района Шунде города Фушань ведём журнал таких инцидентов — уже набралось 47 случаев, из которых 12 связаны именно с тонкостями работы с HDPE 150 микрон. Полезно для новых технологов.
Сейчас тестируем модификацию с добавкой 5% EVA — это улучшает эластичность на разрыв, но немного мутнеет плёнка. Для строительной упаковки подходит, а для розничной — уже нет. Возможно, стоит разделить линейку на ?техническую? и ?премиальную?.
Коллеги из Кемерово пробуют трёхслойные структуры с LDPE внутри — говорят, получается стабильнее, но себестоимость выше на 18%. Для массового рынка пока невыгодно, но для медицинской упаковки уже рассматриваем.
В целом, OEM150 микрон HDPE пленка остаётся компромиссом между ценой и характеристиками. Идеального решения нет — каждый раз приходится подбирать параметры под конкретный случай. Главное — не экономить на контроле качества на этапе экструзии, иначе брак вылезет позже, когда переделывать будет уже дороже.