-
+86-13450860913
-
№20 по 5-й дороге, промышленная зона Наньлан, Синтань, Шунде, Фошань, провинция Гуандун, Китай.
+86-13450860913

+86-13450860913
№20 по 5-й дороге, промышленная зона Наньлан, Синтань, Шунде, Фошань, провинция Гуандун, Китай.
+86-13450860913

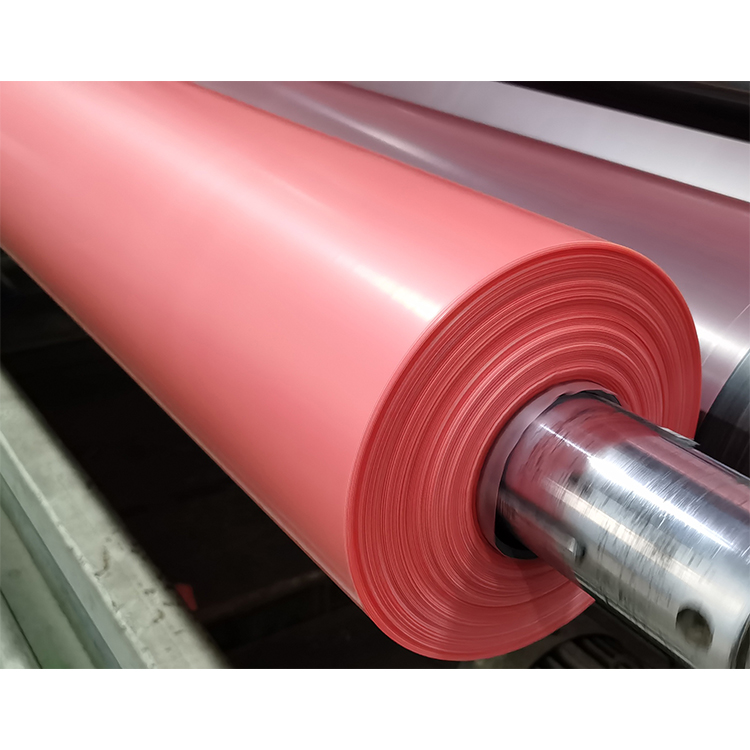
Вот что сразу надо понять: HDPE - это не просто 'плотный полиэтилен', а материал с памятью. Многие думают, что главное - выдержать толщину, а потом удивляются, почему пленка на станке идет волной. Работая с OEMHDPE для заказных производств, сталкивался, что технолог из Яшилэ как-то раз отмечал - даже при стабильном сырье из Саудовской Аравии бывают партии, которые при растяжении на 23% дают неравномерную усадку. Это к вопросу о том, почему на том же оборудовании вдруг начинает 'плыть' геометрия пакетов.
Когда заключаем контракт на OEMHDPE пленку, по факту получаем не просто рулон материала. Это всегда компромисс между стабильностью линейных размеров и устойчивостью к продавливанию. В прошлом квартале как раз был случай: для упаковки строительных смесей требовалась пленка, которая не рвется при падении с 1.5 метров с углом 45 градусов. По лабораторным испытаниям все партии проходили, а на реальной линии фасовки - трещины по шву. Пришлось добавлять стабилизаторы уже на своем производстве, хотя по контракту это должна была быть готовая полиэтиленовая пленка высокой плотности.
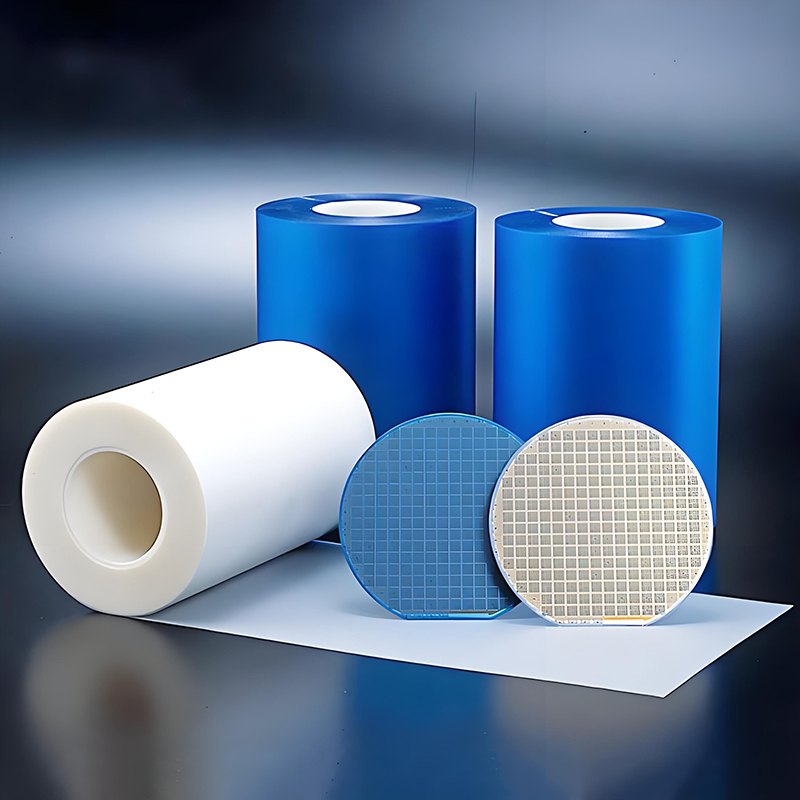
Коллеги из Фошань-Шунде как-то делились наблюдением: их клеевые составы для ламинации иногда 'конфликтуют' с антистатическими добавками в HDPE. Это тот нюанс, который в техзадании часто упускают. Помню, пришлось переделывать целую партию пакетов для электроники, потому что заказчик не указал требования по поверхностному сопротивлению, а мы не уточнили.
Сейчас многие требуют 'экологичные' решения, но тут есть подвох. Биоразлагаемые добавки снижают прочность на разрыв минимум на 15%. Для тяжелых грузов это критично. Приходится объяснять клиентам, что для паллетных укрытий лучше классический HDPE без 'зеленых' модификаторов.
Экструдеры с диаметром шнека 90 мм - это отдельная история. Они дают стабильное давление расплава, но если температура в зоне дегазации прыгает даже на 3-4 градуса, появляются те самые 'акульи зубы' на кромке пленки. Мы как-то месяц не могли найти причину брака, пока не поставили дополнительный термоконтроллер на участок охлаждения.
Вот вам практический момент: при заказе OEMHDPE всегда указывайте не только толщину, но и допустимое отклонение по ширине рулона. Бывало, получаем партию где заявлено 1200±10 мм, а по факту разброс до 25 мм. Для автоматических фасовочных линий это катастрофа - лента постоянно съезжает.
Кстати о регенерате. Некоторые поставщики пытаются незаметно добавить до 8% переработанного материала. Это видно по неравномерному глянцу - появляются матовые полосы под углом 30 градусов к направлению экструзии. В договорах теперь прямо прописываем максимальное содержание вторичного сырья.
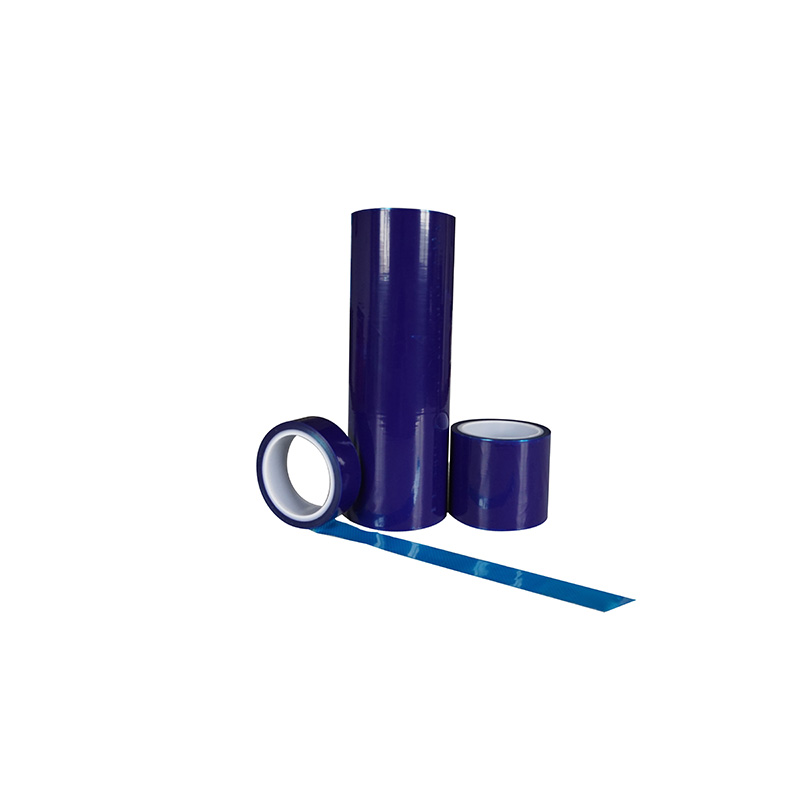
В 2021 году для их производства клеевых лент требовалась подложка из HDPE пленки с коэффициентом трения 0.18-0.22. Стандартные решения не подходили - либо лента сматывалась с рулона рывками, либо сползала при резке. Пришлось экспериментировать с добавлением полиолефиновых восков. Нашли пропорцию 0.7%, но сначала переборщили - пленка начала отслаиваться от клеевого слоя.
Еще запомнился заказ на армированную пленку для упаковки строительных блоков. Нужно было выдерживать нагрузку 40 кг без деформации. Рассчитывали на толщину 180 мкм, но по факту пришлось увеличивать до 220 из-за особенностей ребер жесткости. Клиент сначала возмущался перерасходом материала, но когда увидел результаты тестов на прокол - согласился.
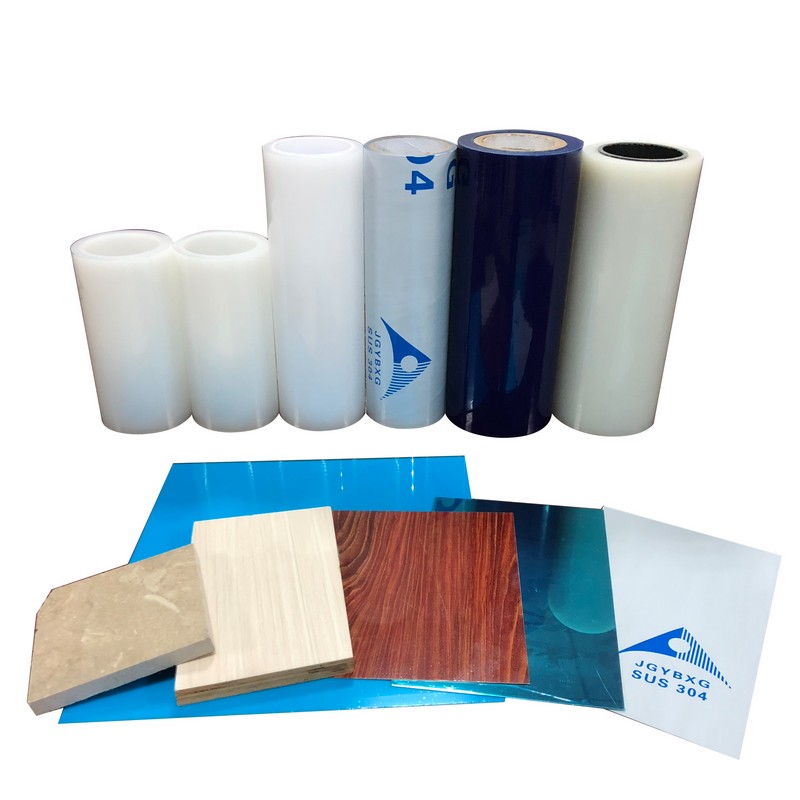
Сейчас многие просят 'как у конкурентов', но слепое копирование рецептур редко срабатывает. У того же OEM HDPE от разных производителей может отличаться степень кристалличности. Мы как-то купили 'аналогичный' гранулят у корейцев, а он при охлаждении вел себя совершенно иначе - появлялась внутренняя напряженность, которая проявлялась только через 12 часов после производства.
Никогда не принимайте полиэтиленовую пленку высокой плотности, которая хранилась на бетонном полу без поддонов. Капиллярный подсос влаги дает микротрещины, которые видны только под поляризованным светом. Проверяли как-то партию для медицинских стерильных упаковок - вроде бы все по ГОСТу, а при автоклавировании появлялись точки разрыва.
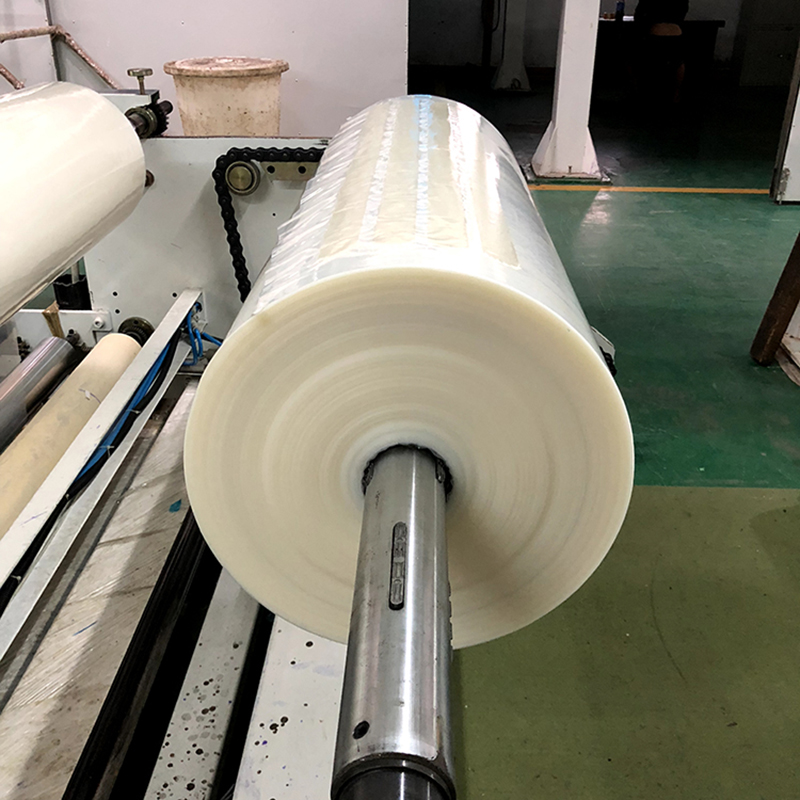
Температурные перепады при транспортировке - отдельная головная боль. Если рулон охладился ниже +5°C, а потом его сразу в цех с +23°C - конденсат между слоями гарантирован. Потом эти участки плохо спаиваются на высокочастотных станках. Теперь в контрактах прописываем не только условия производства, но и температурный режим транспортировки.
Кстати, о размещении на складе. Рулоны диаметром более 1.2 метра нельзя хранить вертикально больше двух недель - начинает деформироваться сердечник. Приходится разрабатывать схемы ротации запасов, особенно для длинных производственных циклов.
Пытались внедрить наночастицы диоксида кремния для увеличения прочности. Теоретически - уменьшаем толщину на 15% при сохранении характеристик. Практически - фильеры экструдера забиваются через 20 часов работы, приходится останавливать линию на чистку. Экономия на материале не покрывает простой оборудования.
Сейчас тестируем модифицированные версии OEMHDPE с повышенной стойкостью к УФ-излучению. Для уличных упаковок это критично, но пока получается либо дорого (добавки на основе бензотриазолов), либо неэффективно (органические стабилизаторы вымываются дождем).
Интересный опыт был с трехслойной соэкструзией для пищевой промышленности. Средний слой из вторичного сырья, внешние - первичный материал. По стоимости выходило на 12% дешевле, но санитарные сертификаты получить не удалось - миграция примесей превышала допустимые нормы. Пришлось вернуться к классическим решениям.
Всегда прописывайте в спецификациях не только стандартные параметры вроды толщины и плотности, но и такие вещи как: степень ориентации молекул, предел текучести при растяжении, остаточную деформацию после снятия нагрузки. Эти параметры часто становятся решающими в реальных производственных условиях.
Не стесняйтесь требовать пробные партии именно под ваше оборудование. Мы как-то сэкономили три недели наладки, когда заранее проверили поведение пленки на конкретном запайщике японского производства. Оказалось, что для него критичен коэффициент теплопроводности - при отклонении более чем на 8% шов получается нестабильным.
И главное - не рассматривайте OEMHDPE как универсальное решение. Для каждой задачи нужна своя рецептура и технология производства. Те же специалисты Яшилэ годами отрабатывали составы для разных типов клеев, и то периодически возникают нештатные ситуации. В этом и есть суть работы с полимерными материалами - всегда нужно оставлять запас для маневра и быть готовым к неожиданностям.