-
+86-13450860913
-
№20 по 5-й дороге, промышленная зона Наньлан, Синтань, Шунде, Фошань, провинция Гуандун, Китай.
+86-13450860913

+86-13450860913
№20 по 5-й дороге, промышленная зона Наньлан, Синтань, Шунде, Фошань, провинция Гуандун, Китай.
+86-13450860913

Когда слышишь 'HDPE пленка', первое, что приходит в голову — это стандартная упаковка для стройматериалов или сельхозпродукции. Но на деле, если копнуть глубже, тут столько подводных камней, что даже опытные поставщики иногда промахиваются. Например, многие до сих пор путают плотность с толщиной, а это принципиально разные вещи — можно заказать толстый рукав, но он порвется при растяжении из-за низкой молекулярной массы. Я сам лет пять назад чуть не сорвал контракт с логистической компанией, когда предложил им пленку с неправильным коэффициентом удлинения — она рвалась на паллетах с металлоконструкциями. Пришлось срочно переключаться на материал с добавлением сополимеров, и только тогда все заработало.
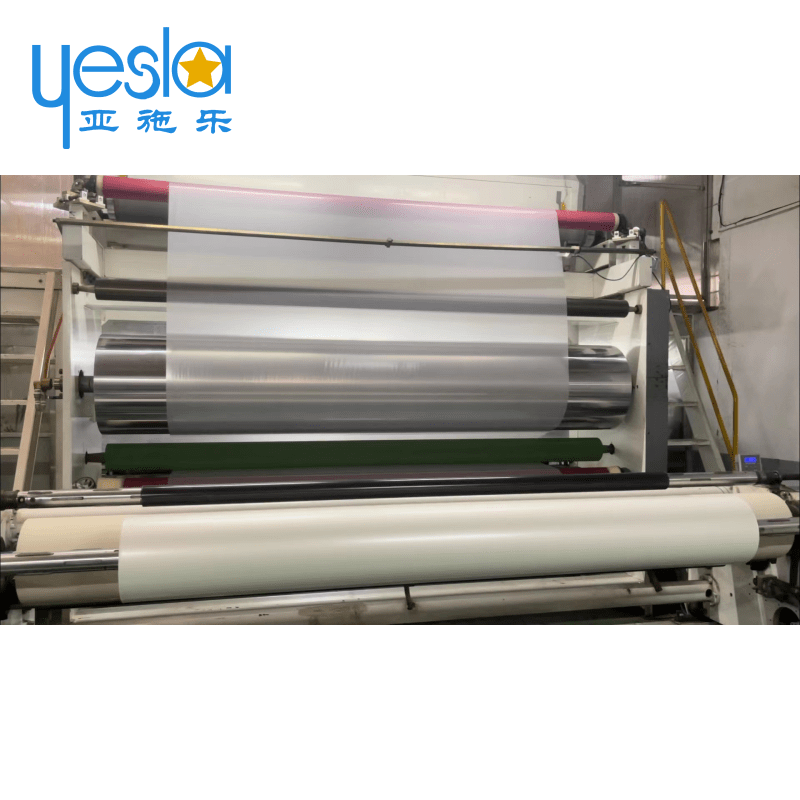
В производстве HDPE пленки часто упираются в проблему однородности расплава. Помню, на одном из заводов в Подмосковье пытались экономить на рецикле — добавляли до 40% вторичного сырья. В итоге пленка получалась с 'мраморным' эффектом, что для клиентов из пищевой промышленности было неприемлемо. Пришлось объяснять, что даже для технических нужд такой перекос чреват расслоением при термоусадке. Кстати, именно тогда мы начали сотрудничать с Промышленное ООО клеевых изделий Яшилэ Фошань-Шунде — их анализаторы помогли нам выявить нарушения в температурных режимах экструзии.
Еще один момент — антистатические добавки. Казалось бы, мелочь, но для электронной промышленности это критично. Как-то раз отгрузили партию без антистатика для упаковки микросхем — клиент вернул весь товар из-за статических разрядов. Теперь всегда уточняем условия хранения: если склад с низкой влажностью, добавляем модификаторы в обязательном порядке.
А вот с УФ-стабилизаторами история обратная. Для сельского хозяйства перебор со стабилизаторами приводит к тому, что пленка не разлагается вовремя — экологи жалуются. Приходится балансировать между долговечностью и биоразлагаемостью, особенно для мульчирования. Наш технолог как-то предложил компромиссный вариант с добавкой d2w, но и тут не без нюансов — в северных регионах она не срабатывает из-за низких температур.
Многие недооценивают HDPE для гидроизоляции. Работали мы с подрядчиком из Краснодара — они использовали ПВХ мембраны для бассейнов, но столкнулись с миграцией пластификаторов. Перешли на HDPE полиэтиленовую пленку высокой плотности с усиленной перфорацией, и проблема ушла. Правда, пришлось дорабатывать систему сварки швов — стандартные термофены не давали нужной герметичности.
Еще интересный случай был с производством защитных чехлов для станков. Клиент требовал материал стойкий к маслу, но гибкий при -30°C. Стандартный LDPE не подходил из-за низкой прочности на разрыв, а PP трескался на изгибах. Выручила многослойная HDPE пленка с полиамидными прослойками — правда, стоимость выросла на 20%, но клиент остался доволен.
А вот для упаковки химикатов мы однажды перестраховались — взяли пленку с максимальной толщиной 200 мкм. Оказалось, это избыточно для сыпучих реактивов, зато при транспортировке кислот тара деформировалась из-за недостаточной эластичности. Пришлось снижать толщину до 120 мкм, но увеличивать плотность до 0,958 г/см3. Такие тонкости не в ГОСТах прописаны, только опытным путем.
Здесь вообще отдельная история. Большинство производителей клеев не учитывают низкую адгезию HDPE. Помню, как ООО Яшилэ промышленности клеевых изделий района Шунде города Фушань предлагали нам специализированный состав для ламинации — сначала результаты были нестабильные. После серии тестов выяснилось, что нужна предварительная обработка коронным разрядом, причем строго при влажности 50-60%. Без этого даже лучшие клеи отслаивались через сутки.
Еще пример: пытались сделать многослойный пакет с барьерными свойствами для кофе. HDPE + EVOH + термоклей. Казалось, идеальное решение, но при переменных нагрузках (погрузка/разгрузка) слои расходились. Только когда https://www.yeslafilm.ru предоставили реологические данные по своему клею, удалось подобрать режим ламинации без потери гибкости.
Сейчас экспериментируем с бесклеевыми методами соединения — соэкструзия с tie-слоями. Но и тут свои сложности: при перепадах температур в слоях возникают внутренние напряжения. На последней партии для медицинских стерилизаторов получили волнистость полотна — брак. Вероятно, нужно корректировать скорость охлаждения на валках.
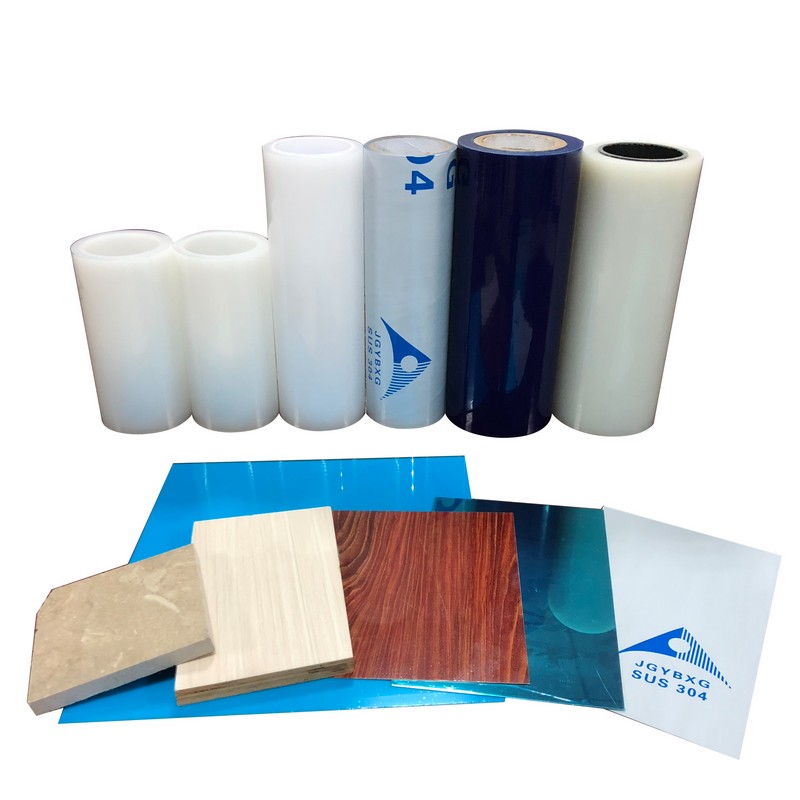
Часто вижу в каталогах пометку 'премиум HDPE' без конкретных характеристик. Как-то раз закупили такую 'премиальную' пленку для геотекстиля — а она оказалась с пониженной стойкостью к УФ из-за экономии на стабилизаторах. Теперь всегда требуем протоколы испытаний по ISO 4892-2, даже если поставщик проверенный.
Еще одна больная тема — коэффициент трения. Для автоматических упаковочных линий это критичный параметр. Был случай на кондитерской фабрике в Белгороде: пленка с идеальными прочностными показателями застревала в транспортерах. Оказалось, проблема в слишком высоком COF — пришлось добавлять скользящие добавки уже постфактум, что увеличило себестоимость на 8%.
И да, никогда не верьте заявлениям о '100% первичном сырье'. Всегда есть доля регранулята — вопрос в том, какая. Мы обычно просим предоставить данные по MFR до и после переработки. Если разница больше 15% — это уже риск для ответственных применений. Кстати, у китайских коллег из Яшилэ довольно строгий входной контроль по этому параметру — переняли у них практику тестовых выдувных испытаний.
Сейчас много говорят о биоразлагаемых модификациях HDPE. Но на практике полного распада не добиться — максимум, фрагментация на микропластик. Мы пробовали работать с добавками на основе крахмала — механические свойства падают на 30-40%, что неприемлемо для большинства применений. Возможно, будущее за гибридными материалами, но пока это дорого и непредсказуемо.
Зато в области переработки прогресс заметен. Современные дробилки с системой отмывки позволяют использовать до 70% вторичного HDPE без потери ключевых характеристик. Особенно если сортировать по цветам — прозрачный рецикл почти не уступает первичке. На нашем производстве под Воронежем уже внедрили двухстадийную очистку — солюбилизация в щелочных растворах с последующей фильтрацией.
А вот с тонкостенными изделиями до сих пор проблемы. При толщине менее 40 мкм начинает сказываться неравномерность выдува — где-то появляются 'окна'. Пытались компенсировать модификацией шнека, но пока стабильного результата нет. Может, стоит посмотреть на корейские экструдеры — коллеги хвалят, но цена кусается.
Главный урок за годы работы — не существует универсальной HDPE пленки. Даже внутри одной партии могут быть колебания по MFR до 10%, что для точных применений недопустимо. Всегда нужно закладывать технологический запас и тестировать в реальных условиях. Как это делает, например, Промышленное ООО клеевых изделий Яшилэ Фошань-Шунде — они предоставляют тестовые образцы под конкретные задачи, а не общие каталоги.
Стоит помнить и о температурных расширениях. Как-то разрабатывали упаковку для экспорта в ОАЭ — не учли, что при +50°C пленка расширяется на 3% больше расчетного. В результате этикетки сползали с рулонов. Теперь всегда моделируем термические нагрузки в SolidWorks перед запуском в производство.
И последнее: никогда не экономьте на испытаниях. Лучше потратить неделю на тесты в лаборатории, чем потом разбираться с рекламациями. Мы даже завели специальный журнал 'ошибок и решений' — туда записываем все косяки, чтобы не повторять. Кстати, многие идеи для модернизации родились именно из анализа неудач — тот же переход на цифровую регулировку зазоров в экструдере позволил снизить брак на 7%.