-
+86-13450860913
-
№20 по 5-й дороге, промышленная зона Наньлан, Синтань, Шунде, Фошань, провинция Гуандун, Китай.
+86-13450860913

+86-13450860913
№20 по 5-й дороге, промышленная зона Наньлан, Синтань, Шунде, Фошань, провинция Гуандун, Китай.
+86-13450860913

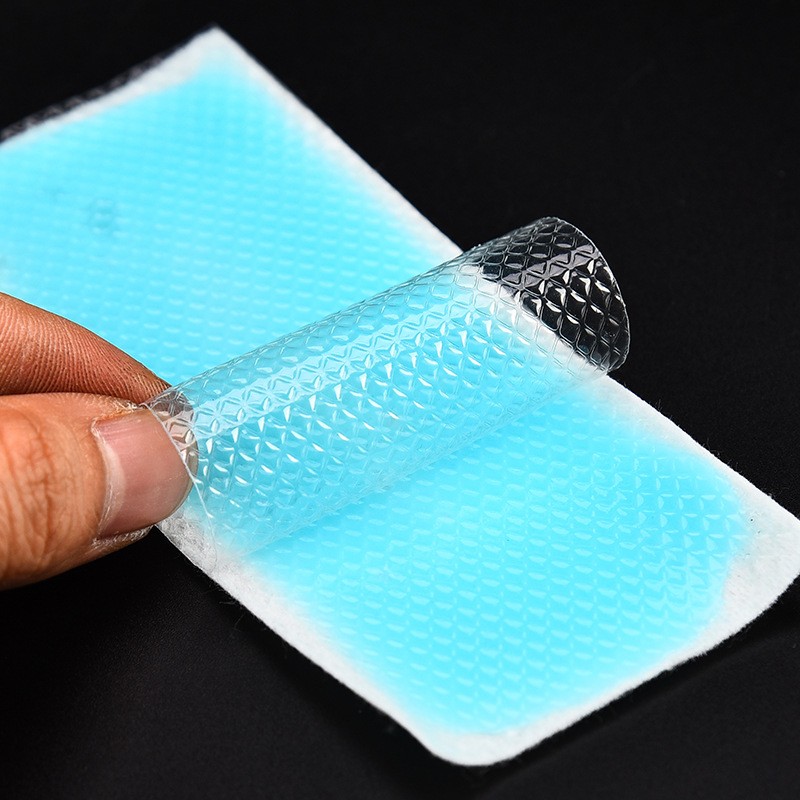
Когда слышишь 'передовые высокопрочные пленки', первое, что приходит в голову — это что-то вроде магического материала, который решит все проблемы упаковки. Но на практике всё сложнее. Многие до сих пор путают обычные армированные пленки с теми, что действительно прошли модификацию на молекулярном уровне. Помню, как в 2018 мы потратили полгода, пытаясь адаптировать корейскую технологию для российского климата — пленка трескалась при -35°C, хотя в лаборатории показывала идеальные результаты. Именно тогда я понял, что прочность — это не только цифры в техпаспорте, но и учет реальных условий эксплуатации.
В промышленности до сих пор нет единого стандарта, что считать высокой прочностью. Для кого-то это 200% удлинение при разрыве, для других — устойчивость к проколам свыше 600 Н. В наших тестах для передовые высокопрочные пленки критичным оказалось сочетание трех параметров: сопротивление раздиру после термостарения, стабильность толщины и отсутствие 'эффекта памяти' после деформации. Особенно важно последнее — пленка не должна стремиться вернуться в исходное состояние, создавая напряжение в готовом изделии.
Классическая ошибка — гнаться за максимальными значениями прочности, забывая о эластичности. На проекте для автомобильных бамперов мы получили материал с прочностью на разрыв 45 МПа, но при монтаже края начинало 'вести' из-за внутренних напряжений. Пришлось снижать прочность до 38 МПа, но вводить поперечную ориентацию волокон — результат оказался значительно лучше.
Сейчас многие производители переходят на многослойные структуры с интегрированными барьерными свойствами. Но здесь важно не переусердствовать — каждый дополнительный слой увеличивает стоимость на 12-15%, при этом реальный выигрыш может составлять всего 3-5%. Для большинства применений достаточно 3-5 слоев с правильно подобранными сополимерами.
В 2021 мы работали над пленкой для упаковки замороженных полуфабрикатов. Теоретически всё сходилось: отличная морозостойкость, прочность шва, прозрачность. Но при тестировании на реальном производстве выяснилось, что при контакте с металлическими направляющими конвейера пленка генерирует статическое электричество, что приводило к неправильной позиции упаковки. Пришлось разрабатывать антистатическую добавку, которая снижала прочность на 8%, но решала проблему.
Интересный опыт был с передовые высокопрочные пленки для сельского хозяйства. Стандартные UV-стабилизаторы работали не более 2 сезонов, после чего материал начинал деградировать. Решение нашли почти случайно — комбинация HAS-стабилизаторов с неорганическими пигментами увеличила срок службы до 5 лет, правда, стоимость выросла на 22%. Но для многолетних теплиц это оказалось экономически оправданным.
Провальный проект связан с попыткой создать универсальную пленку для всех типов упаковочного оборудования. Потратили 11 месяцев на разработку, получили материал с прекрасными характеристиками, но он оказался слишком специфичным для каждого типа машины. Урок: лучше специализированные решения под конкретное оборудование.
При экструзии передовые высокопрочные пленки критически важен контроль температуры в зоне дегазации — отклонение даже на 3°C приводит к образованию микропузырей, которые снижают прочность на 15-20%. Мы на своем опыте убедились, что стандартные термопары не обеспечивают нужной точности, пришлось переходить на инфракрасные датчики с погрешностью 0.5°C.
Очень недооцененный фактор — чистота сырья. Казалось бы, базовое требование, но многие экономят на фильтрах тонкой очистки. Частицы размером свыше 15 мкм становятся центрами напряжения, особенно в ориентированных пленках. После установки каскадных фильтров 5/10/25 мкм количество брака по причине разрыва снизилось с 7% до 1.3%.
С каландровыми линиями своя специфика — здесь главное не скорость, а равномерность охлаждения. При быстром проходе через валы возникает перегрев поверхности при охлажденной сердцевине, что вызывает коробление при хранении. Оптимальным оказался постепенный сброс температуры с 210°C до 65°C в течение 12 секунд.
С полипропиленом марки 453E работать удобно, но для действительно передовые высокопрочные пленки нужны модифицированные сополимеры. Мы тестировали линейку Borealis с содержанием этилена 8% — отличные показатели ударной вязкости, но проблемы с адгезией к печатным краскам. Решили введением малеинового ангидрида, хотя это увеличивало стоимость тонны на 280 евро.
С антиблоками постоянно идет борьба — классический диоксид кремния дает прекрасные антиадгезионные свойства, но царапает поверхность при намотке большими рулонами. Перешли на силикатные микросферы с размером частиц 3-5 мкм — дороже, но сохраняем прозрачность и не создаем точек напряжения.
С антистатиками интересная история — внутренние работают хорошо, но мигрируют к поверхности за 2-3 недели. Наружные быстро стираются. Компромисс нашли в использовании проводящих углеродных наполнителей в среднем слое трехслойной пленки, хотя это ограничивает цветовую гамму готовой продукции.
Стандартные методы испытаний часто не отражают реальных условий. Например, испытание на разрыв по ISO 527-3 проводится при скорости 500 мм/мин, тогда как в реальности упаковка рвется при резких динамических нагрузках. Мы разработали собственный тест — ударная нагрузка 10 Дж с одновременным растяжением, который лучше прогнозирует поведение материала.
Обязательно проверяем термостарение — образцы выдерживаем при 70°C 500 часов, затем сравниваем первоначальные и конечные показатели. Для передовые высокопрочные пленки допустимо снижение прочности не более 12%. Интересно, что некоторые стабилизаторы показывают ухудшение уже после 300 часов, хотя производитель гарантирует 1000 часов.
Микроскопия в поляризованном свете — незаменимый инструмент. Позволяет увидеть области напряжения еще до начала разрушения. Особенно важно для сварных швов — если ориентация макромолекул нарушена, это место станет точкой отказа при эксплуатации.
Сейчас активно развиваются самовосстанавливающиеся полимеры для передовые высокопрочные пленки, но пока это лабораторные разработки. Основная проблема — время восстановления (24-48 часов) и необходимость внешнего воздействия (температура или давление). Для конвейерного производства неприемлемо.
Биоразлагаемые варианты пока проигрывают по прочности — максимум 22 МПа против 35+ у традиционных. К тому же сохраняют свойства всего 6-8 месяцев, что ограничивает область применения.
Многослойные структуры с наночастицами — перспективное направление. Добавление 1.5% модифицированной глины увеличивает модуль упругости на 40%, но создает проблемы при рециклинге. Пока не найден баланс между эксплуатационными характеристиками и возможностью переработки.
В заключение хочу отметить — не существует идеальной пленки для всех применений. Каждый раз приходится искать компромисс между прочностью, стоимостью и технологичностью. Как показывает практика нашей компании 'Промышленное ООО клеевых изделий Яшилэ Фошань-Шунде', даже проверенные решения требуют постоянной адаптации под конкретные условия. На сайте https://www.yeslafilm.ru мы размещаем актуальные данные по тестированию различных марок сырья — это помогает коллегам избежать повторения наших ошибок. Главное — не бояться экспериментировать, но всегда проверять теорию практикой.