-
+86-13450860913
-
№20 по 5-й дороге, промышленная зона Наньлан, Синтань, Шунде, Фошань, провинция Гуандун, Китай.
+86-13450860913

+86-13450860913
№20 по 5-й дороге, промышленная зона Наньлан, Синтань, Шунде, Фошань, провинция Гуандун, Китай.
+86-13450860913

Когда речь заходит о ГОСТ 25951-83, многие сразу думают о простой упаковочной пленке, но на деле это целая наука. В нашей работе с термоусадочными материалами мы не раз сталкивались, что поставщики часто путают требования к стабильности усадки и прочности на разрыв. Особенно критично это для пищевой и фармацевтической упаковки, где малейшее отклонение ведет к браку.
ГОСТ 25951-83 — это не просто цифры, а конкретные параметры: устойчивость к температурным перепадам, коэффициент усадки, поведение при контакте с маслами. Помню, как в 2018 мы закупили партию у непроверенного поставщика — пленка полиэтиленовая термоусадочная оказалась с неравномерной толщиной, что привело к разрывам на конвейере. Пришлось срочно искать альтернативу.
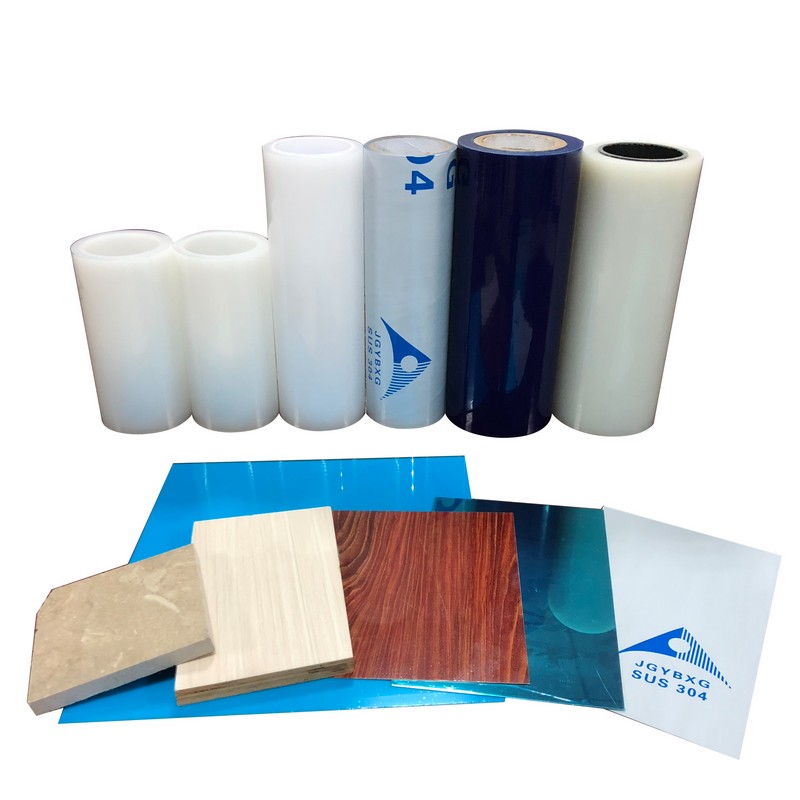
Кстати, толщина — тот параметр, который часто недооценивают. Для ручной упаковки подходит 40-50 мкм, а для автоматических линий — уже 60-80, иначе пленка рвется в направляющих механизмах. Это та деталь, которую не всегда указывают в спецификациях, но она решает все.
Еще один нюанс — антистатическая обработка. В сухих цехах без нее пленка слипается, и рабочие тратят часы на распутывание рулонов. Мы научились проверять это простым тестом: если к пленке не липнет полиэтиленовая крошка — значит, обработка есть.
Сейчас мы работаем с Промышленное ООО клеевых изделий Яшилэ Фошань-Шунде — их продукция стабильно проходит наши испытания. На их сайте https://www.yeslafilm.ru можно сразу увидеть технические карты с детализацией по ГОСТ. Это экономит время, ведь раньше приходилось запрашивать сертификаты отдельно по каждой партии.
Кстати, про сертификаты: некоторые поставщики предоставляют устаревшие документы, где указан ГОСТ, но фактически состав пленки изменен. Мы всегда делаем выборочную проверку в лаборатории — измеряем прочность шва после усадки. Именно шов чаще всего подводит, если нарушена рецептура.
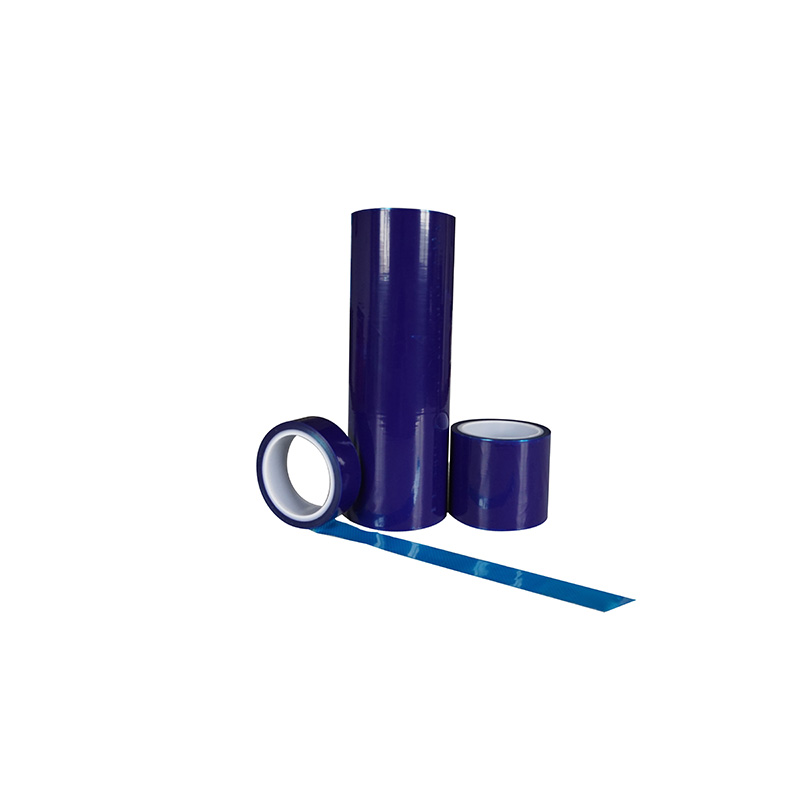
Особенно сложно с цветными пленками — пигменты часто снижают эластичность. Как-то купили синюю пленку для маркировки, а она при 120°C пошла пузырями. Оказалось, краситель не термостабилен. Теперь тестируем все цветные варианты в трех температурных режимах.
Для пищевых продуктов критична миграция компонентов — мы проверяем пленку на контакт с жирами и кислотами. Один раз была история с мясным комбинатом: их новая линия использовала агрессивные дезинфектанты, и пленка мутнела через сутки. Пришлось подбирать материал с дополнительным стабилизатором.
Интересно, что даже способ намотки рулона влияет на работу. Если намотка неравномерная, на высокоскоростных линиях возникают биения — пленка рвется или перекашивается. Мы теперь всегда уточняем этот параметр, особенно для автоматических систем упаковки.
Еще важный момент — совместимость с этикетками. Некоторые клеи этикеток не держатся на термоусадочной пленке после обработки. Тестируем всегда в связке: пленка + этикетка + клей, иначе потом возникают нарекания от клиентов.
Температурный режим — отдельная тема. ГОСТ дает диапазон, но на практике для каждого типа товара нужна калибровка. Например, для бутылок с водой достаточно 140°C, а для профильных изделий — уже 160-180. Мы ведем журнал настроек для каждого клиента.
Влажность в цеху — враг номер один для стабильной усадки. Летом при 80% влажности пленка может вести себя иначе, чем зимой при 40%. Приходится корректировать температуру и скорость конвейера. Это тот опыт, который не найдешь в инструкциях.
Хранение рулонов — кажется мелочью, но если пленка лежит под прямым солнцем, ее свойства меняются. У нас был случай, когда партия хранилась у клиента у окна — потом пленка пожелтела и потеряла эластичность. Теперь всегда предупреждаем о правилах хранения.
Цена — не главный критерий. Дешевая пленка часто требует больше настроек и дает брак, что в итоге дороже. Мы считаем стоимость не за килограмм, а за метр упакованного товара — с учетом всех потерь.
Оптимальная ширина рулона — еще один секрет экономии. Если брать слишком широкие рулоны, много уходит в обрезки. Мы подбираем ширину под конкретное оборудование, иногда даже заказываем рулоны с нестандартной намоткой.
Сроки поставки — критичны для непрерывного производства. С ООО Яшилэ промышленности клеевых изделий мы работаем именно из-за их пунктуальности. Их производственная площадка в 10000 м2 позволяет быстро реагировать на срочные заказы, что не раз нас выручало.
Сейчас много говорят об экологичных пленках, но с ГОСТ 25951-83 это сложно совместить. Биоразлагаемые добавки часто снижают прочность. Мы тестировали несколько вариантов — пока идеального решения нет, но работаем над этим.
Автоматизация контроля качества — будущее за этим. Сейчас мы внедряем систему видеоконтроля усадки в реальном времени. Это позволяет сразу видеть дефекты и корректировать процесс, а не ждать выборочного контроля готовой продукции.
Интеграция с ERP-системами — следующий шаг. Хотим автоматически отслеживать расход пленки на единицу продукции и прогнозировать потребность. С поставщиками вроде Яшилэ это проще, у них уже есть совместимые системы учета.