-
+86-13450860913
-
№20 по 5-й дороге, промышленная зона Наньлан, Синтань, Шунде, Фошань, провинция Гуандун, Китай.
+86-13450860913

+86-13450860913
№20 по 5-й дороге, промышленная зона Наньлан, Синтань, Шунде, Фошань, провинция Гуандун, Китай.
+86-13450860913

Когда слышишь 'термоусадка', многие представляют просто плёнку, которая сжимается от тепла. Но те, кто работал на линии, знают: разница между партией, которая легла идеально, и той, что пошла волнами или порвалась при усадке, часто кроется в мелочах — от влажности в цехе до скорости подачи воздуха в сушильном канале.
Начну с ПВХ-композиций. Раньше мы закупали гранулят у немецкого поставщика, но столкнулись с проблемой: при резких перепадах температуры в транзите материал начинал комковаться. Пришлось перейти на смесь российского и корейского сырья — стабильнее ведёт себя в нашем климате.
Кстати, о стабильности. Однажды запустили партию плёнки для этикеток напитков, а через неделю пришла рекламация — усадка шла неравномерно. Оказалось, поставщик изменил пропорцию пластификатора в рецептуре, не предупредив. Теперь всегда тестируем каждую входящую партию сырья на растяжение и термостойкость, даже если сертификаты в порядке.
Особенно критичен контроль за полиолефиновыми плёнками. Они требуют точной дозировки сополимеров, иначе при усадке на углах тары появляются 'морщины'. Для пищевой упаковки это брак, хотя технически плёнка выполняет свою функцию.
Наш экструдер Bausano — итальянская классика, но и он иногда капризничает. Например, если температура в зоне дегазации превышает 195°C, ПВХ начинает подгорать, и на плёнке появляются точки. Пришлось поставить дополнительные датчики и вывести их показания на отдельный монитор — визуальный контроль упущений снизил брак на 7%.
Заметил, что многие недооценивают роль фильтров сеток. Когда их меняем, всегда записываем давление перед заменой. Если рост давления превышает 20 бар за смену — значит, в сырье есть примеси. Как-то пропустили этот момент, и фильтр порвало — пришлось останавливать линию на 6 часов для чистки шнека.
Толщина плёнки — отдельная история. Датчики Beta LaserMike вроде бы точные, но если оператор не калибрует их перед сменой, разброс по ширине полотна достигает 15%. Особенно сложно с тонкими плёнками 30-40 мкм — тут даже вибрация от работы соседнего оборудования влияет на равномерность.
Флексопечать на термоусадке — это всегда баланс между адгезией краски и эластичностью плёнки. Используем чернила на водной основе, но столкнулись с тем, что на ПЭТ-усадке они плохо фиксируются без праймера. Пришлось подбирать состав праймера под каждую марку плёнки — универсальные решения здесь не работают.
Лакировка... Казалось бы, что сложного? Но если лак наносится слишком толстым слоем, при усадке он трескается. А если тонким — не защищает от истирания. Нашли компромисс: наносим два тонких слоя с промежуточной сушкой. Да, производительность падает, но брак сократился вдвое.
Кстати, о сушке. Инфракрасные сушилки хороши, но потребляют много энергии. Перешли на комбинированные (ИК + горячий воздух) — экономия около 15% на электроэнергии, но пришлось перестраивать систему вентиляции, чтобы избежать перегрева в летние месяцы.
Автоматические резальные машины — благо, но когда ножи затупляются, на кромках появляются заусенцы. Раньше меняли ножи по графику, теперь — по фактическому состоянию. Специалисты Промышленное ООО клеевых изделий Яшилэ Фошань-Шунде подсказали методику оценки износа по качеству среза — простой, но эффективный способ.
Упаковка в рулоны кажется простой операцией, но если натяжение неправильное, плёнка деформируется. Особенно критично для узких рулонов (до 200 мм) — они склонны к образованию 'помятостей' по краям. Решили проблему, установив датчики натяжения с обратной связью — дорого, но окупилось за полгода за счёт снижения брака.
Интересный момент: при упаковке рулонов в стретч-плёнку сначала использовали обычную стабилизированную, но она слишком плотно обтягивала и деформировала края рулонов. Перешли на специальную стретч-плёнку с памятью формы — проблема исчезла.
Лабораторные испытания — это хорошо, но на производстве нужны быстрые методы. Например, проверку усадочных характеристик проводим не только на специальном оборудовании, но и простым тестом: отрезок плёнки помещаем в термошкаф на 2 минуты при 120°C — сразу видно, как ведёт себя материал.
Прочность на разрыв — параметр, который многие проверяют только по ГОСТу. Но мы дополнительно тестируем образцы после 24 часов вылеживания в разных условиях влажности. Обнаружили, что некоторые партии ПВХ-плёнки теряют до 12% прочности при влажности выше 80% — теперь учитываем это при отгрузке в регионы с влажным климатом.
Миграция пластификаторов — головная боль для пищевой упаковки. Раньше проверяли только на соответствие ТР ТС, но после случая с молочной продукцией ввели дополнительный тест: выдерживаем плёнку в контакте с модельной средой (раствор спирта и кислоты) 10 дней при 40°C. Дорого и долго, но необходимо.
Был заказ на термоусадочные плёнки для бутылок с растительным маслом. Клиент жаловался, что после усадки на горлышке образуются складки. Оказалось, проблема в форме бутылки — резкий переход от узкого горлышка к широкому плечу. Решили, подобрав режим усадки: сначала предварительный нагрев до 90°C, затем резкий скачок до 140°C. Складки исчезли.
Другой случай: плёнка для упаковки электроинструмента. При транспортировке в неотапливаемых фурах зимой появлялись микротрещины. Проанализировали — виноват был слишком хрупкий при низких температурах ПВХ. Перешли на модифицированную композицию с добавлением МБС-сополимера. Стоимость выросла на 8%, но рекламации прекратились.
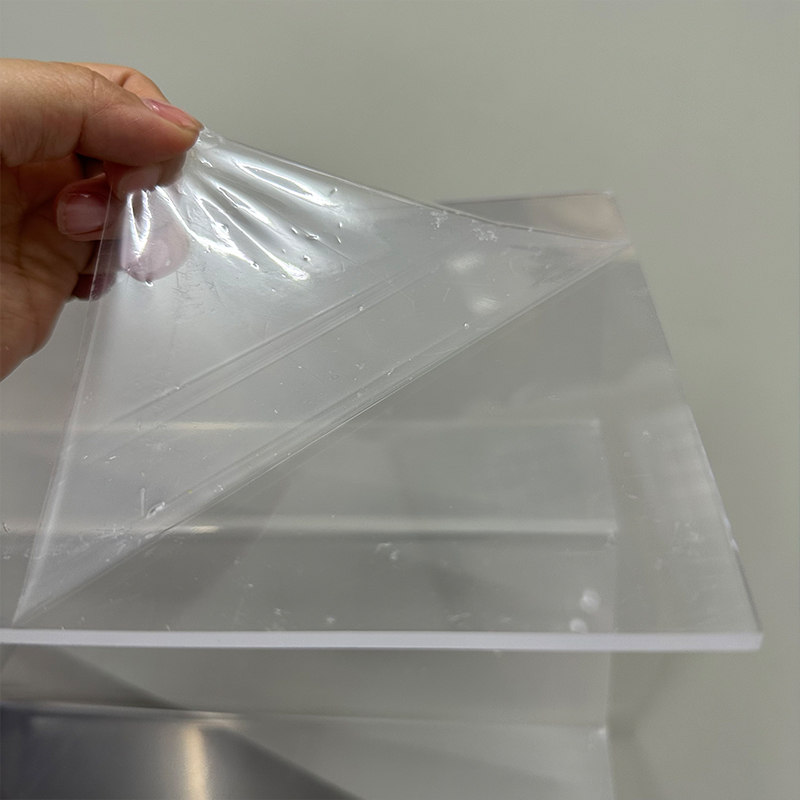
Иногда помогаешь клиенту решить проблемы, о которых он сам не догадывается. Например, для сети аптек разрабатывали прозрачную термоусадку для коробок с лекарствами. Предложили добавить УФ-фильтр в состав — сначала отказались из-за стоимости, но через полгода вернулись: без него этикетки выцветали на витринах.
Сейчас много говорят о биоразлагаемых термоусадочных плёнках. Пробовали работать с полимолочной кислотой — технологически сложно, требует отдельной линии. Да и стоимость в 3-4 раза выше обычного ПЭТ. Пока спрос больше маркетинговый, чем реальный.
Автоматизация продолжает менять отрасль. Установили систему машинного зрения для контроля дефектов — работает хорошо, но требует постоянной перенастройки под каждый новый дизайн печати. Иногда проще держать дополнительного оператора.
Что действительно изменилось за последние годы — требования к экологичности. Не только к материалам, но и к процессам. Пришлось перестраивать систему рециркуляции воздуха в сушильных камерах, чтобы снизить выбросы растворителей. Дорого, но неизбежно.
Если говорить о производстве термоусадочных пленок в целом — это постоянный поиск компромиссов между качеством, стоимостью и технологическими возможностями. Идеальных решений нет, есть оптимальные для конкретных условий. Как показывает практика Промышленное ООО клеевых изделий Яшилэ Фошань-Шунде, даже небольшие улучшения в процессе часто дают больший эффект, чем дорогое переоснащение линий.