-
+86-13450860913
-
№20 по 5-й дороге, промышленная зона Наньлан, Синтань, Шунде, Фошань, провинция Гуандун, Китай.
+86-13450860913

+86-13450860913
№20 по 5-й дороге, промышленная зона Наньлан, Синтань, Шунде, Фошань, провинция Гуандун, Китай.
+86-13450860913

Когда слышишь про ?ведущую пленку HDPE 200 микрон?, сразу представляется что-то универсальное и надежное, но на практике часто выясняется, что многие поставщики путают плотность с реальной прочностью. Я лет десять работаю с упаковочными материалами, и до сих пор сталкиваюсь с заказчиками, которые думают, что толщина 200 мкм автоматически решает все проблемы. На самом деле, ключевое — это сырье и технология выдува, а не просто цифры в спецификации.
Вот, к примеру, мы в ООО Яшилэ промышленности клеевых изделий долго экспериментировали с разными партиями пленки для защиты клеевых слоев. Первый раз закупили якобы ?премиальный? HDPE 200 микрон, а он на разрыв вел себя как обычный LDPE — оказалось, производитель сэкономил на стабилизаторах. Пришлось самим тестировать на растяжение и УФ-стойкость, иначе клиенты жаловались на отслоение при транспортировке.
Заметил, что некоторые коллеги до сих пор путают HDPE с полипропиленом — мол, оба жесткие. Но HDPE, особенно в 200 микрон, дает меньшую усадку при термообработке, что критично для автоматических линий упаковки. Мы как-то поставили пленку на линию для клеевых рулонов, и она не выдержала постоянного нагрева до 60°C — пошла волнами. Перешли на материал с добавлением сополимера, и дело пошло.
Кстати, толщина 200 микрон — это не всегда плюс. Для тяжелых паллет она идеальна, но для гибкой упаковки тех же клеевых изделий иногда лучше 150–180 микрон, иначе теряется эластичность. На сайте yeslafilm.ru мы как раз указываем, что для разных задач нужны вариации — но клиенты все равно часто требуют ?самую толстую?.
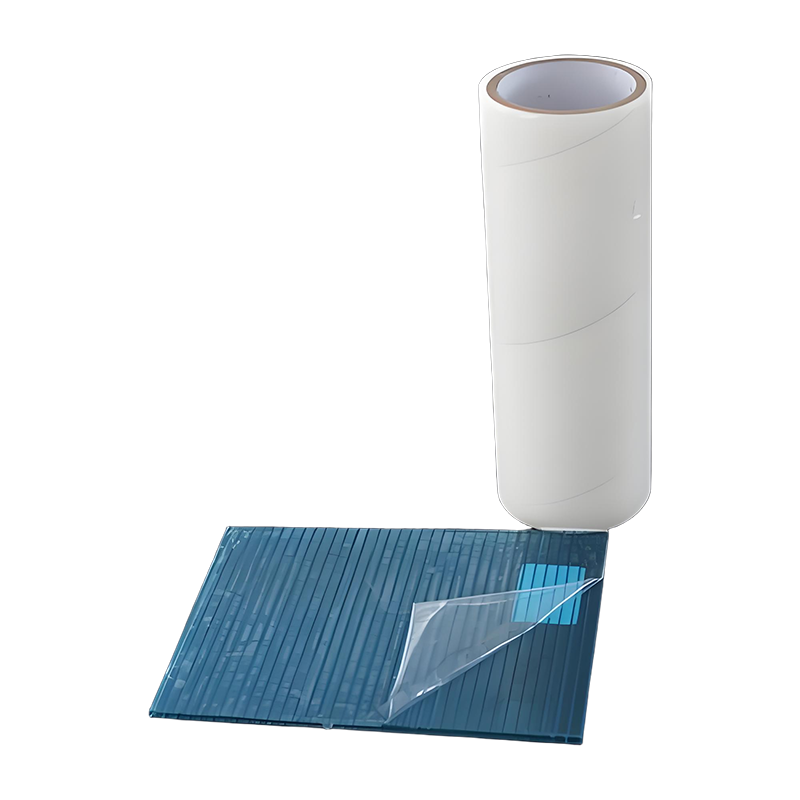
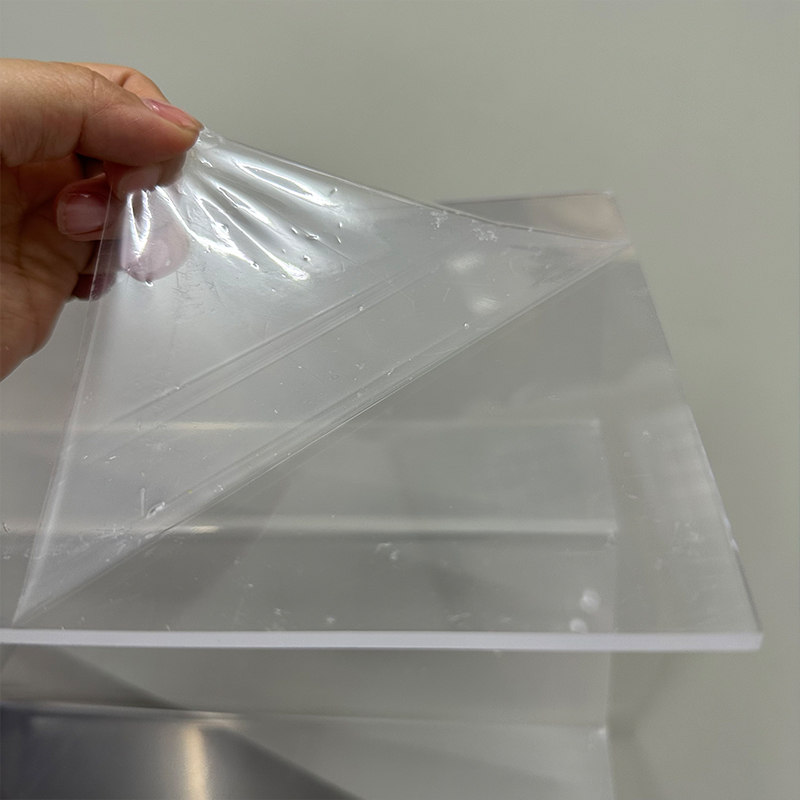
Один из наших проектов в Фошане — упаковка для клеевых основ с силиконовым покрытием. Изначально брали стандартную HDPE пленку 200 микрон, но она плохо адгезировала с антиадгезионным слоем. Пришлось colaborить с технологами и добавить матирующую поверхность — снизили трение, но сохранили прочность. Это тот случай, когда теория о ?ведущем продукте? разбивается о реальные условия цеха.
Еще запомнился провал с партией для сельхозпроизводителей: заказали пленку для укрытия грунта, а она под УФ рассыпалась за сезон. Оказалось, производитель не добавил стабилизаторы, хотя в сертификате стояло ?усиленная стойкость?. Теперь мы всегда требуем тестовые образцы и сами гоняем их в камере старения — даже если поставщик из Шунде с репутацией.
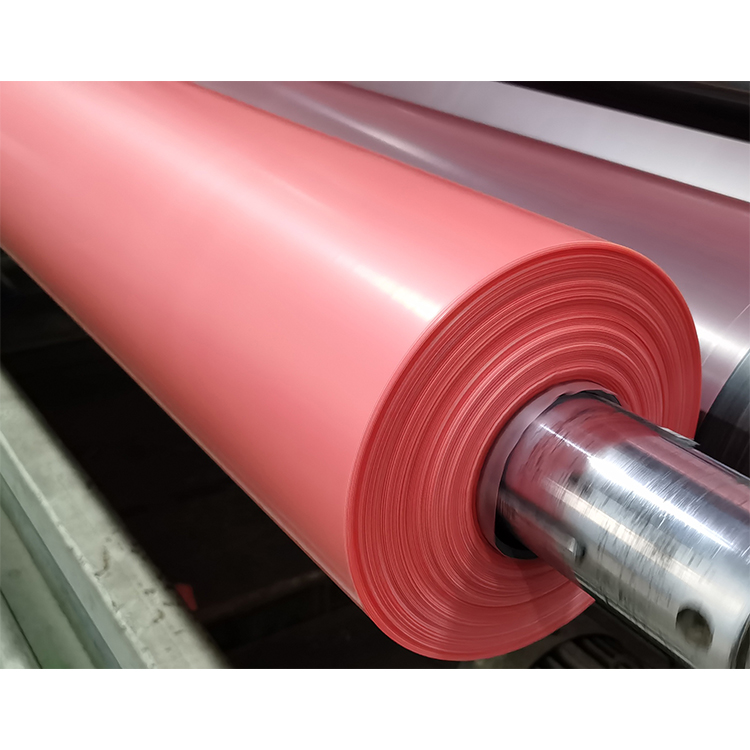
В ООО Яшилэ с 2006 года научились, что надежность пленки зависит не от бренда, а от контроля на этапе экструзии. Например, если температура выдува нестабильна, даже 200 микрон дают неравномерную плотность — где-то рвется, где-то пузырится. Мы на своем производстве в Фошане внедрили датчики онлайн-мониторинга, и брак упал на 15%.
Часто вижу, как заказчики выбирают пленку только по цене, а потом мучаются с обрывами на конвейере. Недавно консультировал фабрику в Шунде: они купили дешевый HDPE 200 микрон, а он при низких температурах трескался. Пришлось объяснять, что для неотапливаемых складов нужен материал с морозостойкими добавками — даже если это дороже на 10–15%.
Еще одна типичная ошибка — игнорировать условия хранения. Как-то поставили партию пленки для клеевых лент, а ее сложили под прямым солнцем — через месяц она пожелтела и потеряла прочность. Теперь в договорах прописываем, что HDPE 200 микрон требует затемненных помещений с влажностью до 60%. Мелочь, но сберегает нервы.
Советую всегда проверять сертификаты на сырье — особенно если пленка идет для пищевой упаковки. Мы в Яшилэ работаем только с первичным гранулятом, хотя многие используют вторичку. Да, это удорожает продукт, но зато нет риска миграции вредных веществ в клеевые составы.
При выдуве полиэтиленовой пленки HDPE толщиной 200 микрон ключевое — это контроль за охлаждением. Если воздушное кольцо настроено неправильно, пленка получается с внутренними напряжениями — при намотке на валы она потом деформируется. Мы на своем производстве в Фошане потратили полгода, чтобы подобрать оптимальную скорость вытяжки, и теперь даем гарантию на равномерность толщины.
Интересный момент: многие недооценивают роль антистатиков. В цехах с высокой влажностью пленка без антистатической обработки притягивает пыль, что убивает качество печати на упаковке. Мы добавляем присадки на этапе экструзии — да, это немного снижает прозрачность, но для технической упаковки важнее чистота поверхности.
Заметил, что некоторые конкуренты используют для HDPE 200 микрон дешевые красители, которые мигрируют в клеевые слои. Пришлось разработать собственную рецептуру с инертными пигментами — особенно для пленок, которые контактируют с чувствительными материалами. Это дороже, но клиенты из медицинской отрасли, например, ценят стабильность.
Сейчас все чаще запрашивают биоразлагаемые варианты, но с HDPE 200 микрон это сложно — материал слишком устойчив. Мы в ООО Яшилэ пробовали добавлять d2w, но пленка теряла прочность при той же толщине. Возможно, будущее за композитами с PLA, но пока это дорого для массового производства.
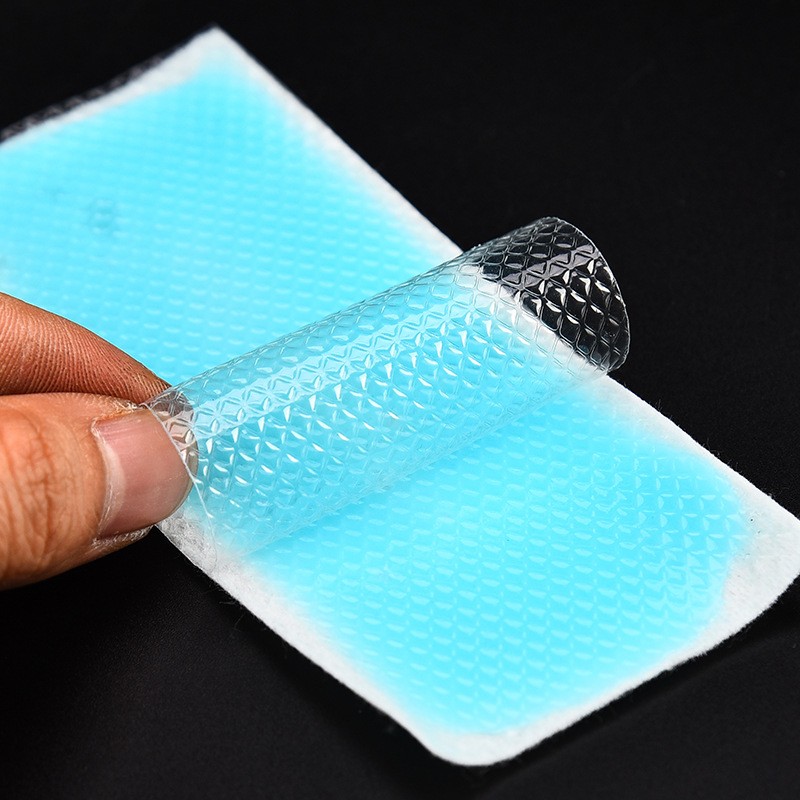
Из последнего: недавно перешли на использование пленки с ребристой поверхностью для упаковки рулонных материалов — снизили трение и улучшили скольжение на размоточных станках. Казалось бы, мелочь, но на скоростных линиях это дает прирост производительности на 7–8%.
Если обобщать, то ведущая полиэтиленовая пленка HDPE 200 микрон — это не панацея, а инструмент, который нужно подстраивать под конкретные задачи. Как показала практика нашего предприятия в Шунде, даже проверенный материал может подвести без постоянного контроля и готовности к экспериментам.