-
+86-13450860913
-
№20 по 5-й дороге, промышленная зона Наньлан, Синтань, Шунде, Фошань, провинция Гуандун, Китай.
+86-13450860913

+86-13450860913
№20 по 5-й дороге, промышленная зона Наньлан, Синтань, Шунде, Фошань, провинция Гуандун, Китай.
+86-13450860913

Когда речь заходит об оптовой упаковке для сжатия бутылок, многие сразу представляют себе просто плотный полиэтилен. Но на деле это целая технологическая цепочка, где малейший просчёт в выборе материала или конструкции приводит к разрывам плёнки при транспортировке. Сам лично сталкивался, когда логисты жаловались на 'плачущие' паллеты с минеральной водой - бутылки деформировались, крышки прорывали упаковку. Оказалось, проблема была не в прочности плёнки, а в неправильном распределении точек давления.
До кризиса 2015 года многие использовали обычный стретч-худ LDPE 20 мкм, но с введением санкций пришлось пересматривать подход. Китайские аналоги сначала подводили - то коэффициент растяжения нестабильный, то память формы недостаточная. Как-то раз на складе в Подольске пришлось экстренно переупаковывать 200 паллетов с газировкой: плёнка 'поплыла' при +30°C.
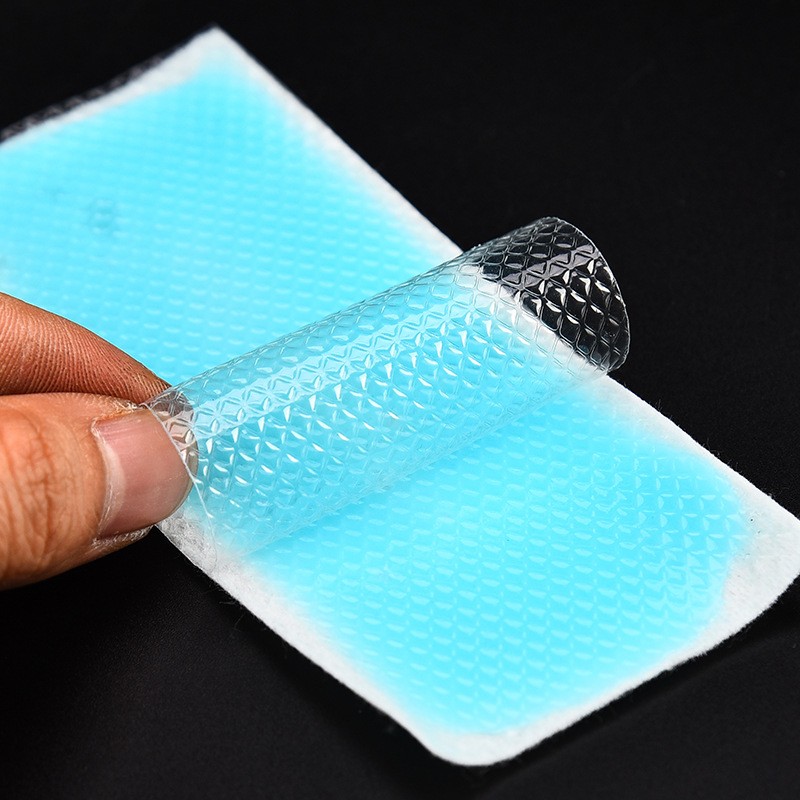
Особенно критичен выбор материала для ПЭТ-тары. Если для стекла можно брать стандартные решения, то здесь нужно учитывать ребра жёсткости на бутылках. Мы с коллегами из Промышленное ООО клеевых изделий Яшилэ Фошань-Шунде как-раз обсуждали этот нюанс, когда тестировали комбинированные решения с их адгезивами. Их сайт https://www.yeslafilm.ru полезен именно практическими кейсами, а не голой теорией.
Сейчас склоняюсь к мнению, что для вертикальной пресс-упаковки лучше подходит соэкструзионная плёнка с EVOH-барьером. Пусть дороже на 15%, но зато нет проблем с конденсатом при межрегиональных перевозках. Хотя для местных поставок иногда достаточно и обычного стретча с УФ-стабилизацией.
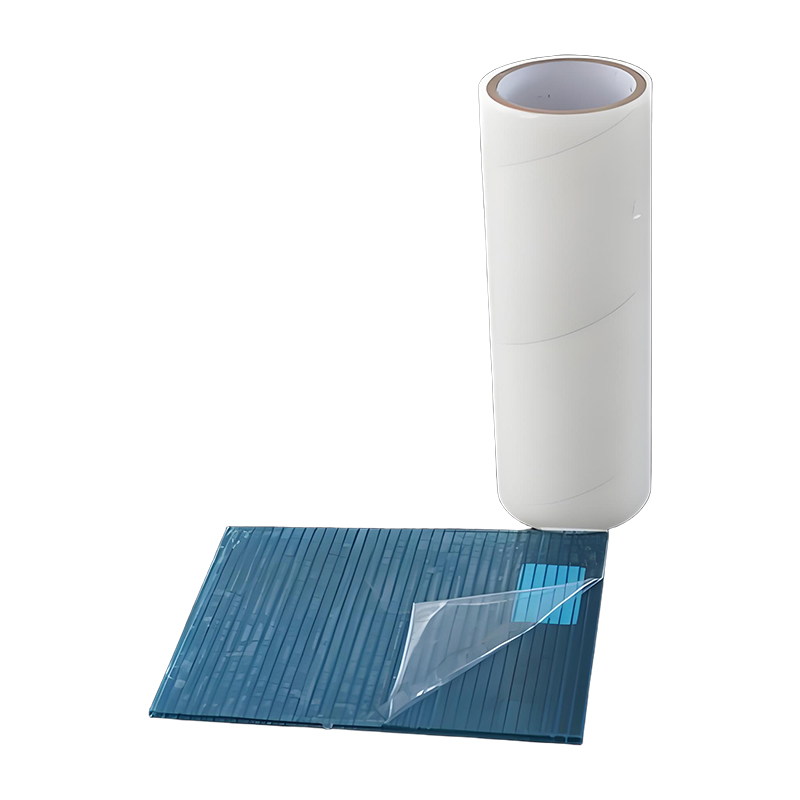
Большинство российских производств до сих пор используют обмотку снизу вверх с перекрытием 50%. Но для прессованных бутылок это неоптимально - верхние ряды сползают при вибрации. После серии тестов на стенде в Щёлкове пришли к схеме 'двойной кокон': сначала горизонтальная фиксация каждые три ряда, потом классическая спираль.
Давление прижимной пластины - отдельная головная боль. Для ПЭТ-бутылок 1,5 л оптимально 120-150 кг, но многие выставляют 200+, потом удивляются 'шейковым' деформациям. Особенно критично для бутылок с ручками - там вообще нужно кастомное решение разрабатывать.
Сейчас экспериментируем с системой предварительного обжатия. Идея в том, чтобы бутылки до упаковки проходили через профилированные ролики - тогда нагрузка распределяется равномернее. Пока сыровато, но для пивных ПЭТ-кёгов уже дало снижение боя на 7%.
При переходе на оптовую упаковку для сжатия бутылок многие забывают про климатические особенности. Летом 2022-го была история, когда партия кваса 'взорвалась' в фуре под Воронежем - плёнка не выдержала расширения газа при нагреве. Пришлось срочно вводить сезонные корректировки натяжения.
Для северных регионов добавили антистатическую обработку - иначе на морозе плёнка 'дубеет' и трескается в местах перехлёста. Заметил интересную деталь: с завода ООО Яшилэ промышленности клеевых изделий района Шунде города Фушань материалы лучше адаптируются к российскому климату, хоть предприятие и работает с 2006 года в тёплом регионе. Видимо, сказываются их исследования высвобождающих материалов.
Сейчас советую клиентам закладывать +20% прочности на разрыв для поставок в Сибирь. И обязательно тестировать упаковку в камере теплосмен - это дешевле, чем разбираться с рекламациями потом.
Когда пересчитали все затраты, оказалось что экономия на плёнке часто ложная. Дешёвый материал требует больше слоёв обмотки - в итоге метраж увеличивается на 25-30%. После перехода на многослойные композиции (пусть и дороже на старте) удалось снизить расход на 18% за счёт уменьшения количества витков.
Отдельно считаем утилизацию - современные биоразлагаемые модификации хоть и дороже, но дают преимущество при работе с сетевиками. 'Магнит', например, уже вводит требования по экологичности транспортной упаковки.
Инвестиции в автоматизацию оборачивания окупаются за 9-14 месяцев. Но тут важно не переборщить - для небольших партий иногда выгоднее ручной труд с полуавтоматическими станциями. Наш опыт показывает: до 50 паллетов в сутки автоматизация не всегда оправдана.
Сейчас тестируем 'умные' решения с RFID-метками, вплетёнными в структуру плёнки. Дорого, но для фармацевтической упаковки бутылок уже показывает интересные результаты - можно отслеживать целостность упаковки в режиме реального времени.
Из неожиданных находок - комбинирование обжатия с вакуумной стабилизацией. Технология пока сырая, но для дорогих напитков в тонкостенных бутылках уже применяется. Правда, требует полной переделки линии.
Из последних наработок Промышленное ООО клеевых изделий Яшилэ Фошань-Шунде интерес представляет их система антифрикционных покрытий - при обжатии бутылки не 'слипаются', что сохраняет геометрию паллета. Хотя для массового производства пока дороговато.
Для старта советую начинать с тестовых партий 5-10 паллетов. Обязательно имитируйте транспортную вибрацию - простой обёртки на статичном паллете недостаточно. Мы используем вибростенд с профилем 'российские дороги', собрали статистику по основным маршрутам.
Не экономьте на угловых профилях - они снимают 60% проблем с деформацией. Лучше брать профили с памятью формы, особенно для междугородних перевозок.
Раз в полгода делайте полный аудит процесса: от проверки напряжения на прижимных пластинах до контроля влажности в цеху. Мелочи вроде конденсата на бутылках перед упаковкой могут свести на нет все ухищрения с материалами.
В итоге пришёл к выводу, что эффективная оптовая упаковка для сжатия бутылок - это всегда компромисс между прочностью, стоимостью и логистическими требованиями. Универсальных решений нет, каждый случай нужно рассматривать отдельно, учитывая всё - от сезона до конкретного типа бутылки. Главное - не останавливаться на первом более-менее работающем варианте, а продолжать экспериментировать.